切(qiē)削刀具材料與加工對象的力學(xué)性能匹配切削刀具與加工對象(xiàng)的力(lì)學性能匹配(pèi)問題主要是指刀具與工件材料的強度、韌(rèn)性和(hé)硬度(dù)等力學性能參數要相匹配。具有不同力學性能的刀具材料所適合加(jiā)工的工件材料(liào)有所不同。
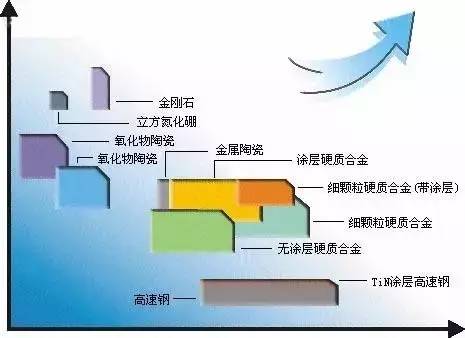
① 刀(dāo)具材料硬度順序為(wéi):金剛石刀具>立方氮(dàn)化硼刀具>陶瓷刀具>硬質合金>高速鋼。
② 刀具材料的抗彎強度順序為:高速(sù)鋼>硬質合金>陶瓷刀具>金剛石和立方氮化硼刀具。
③ 刀具材料的韌度大小順序為(wéi):高速鋼>硬質合金>立方氮化(huà)硼、金剛石和陶瓷(cí)刀(dāo)具。
高硬度(dù)的工(gōng)件材料,必須用更高硬度(dù)的刀具(jù)來加(jiā)工,刀具材料的硬度必須高(gāo)於工件材料的硬度,一般(bān)要求(qiú)在(zài)60HRC以上。刀(dāo)具材料的硬度越高,其耐磨性(xìng)就越好。如,硬質合金中含鈷量增多時,其強度和(hé)韌性增(zēng)加,硬度降低,適合於粗加工;含鈷(gǔ)量減少(shǎo)時,其(qí)硬度(dù)及耐磨性增加,適合(hé)於精加工。
具有優良高溫(wēn)力學性能的刀具尤其適合於高速切削加工。陶瓷刀具優良的高溫性能使其能(néng)夠以高的速度進行切削,允(yǔn)許的切削速度可比硬質合金提(tí)高2~10倍。
具有不同物理性(xìng)能的刀(dāo)具,如,高導熱和低熔點的高速鋼刀具、高熔點和(hé)低熱脹的陶瓷刀具(jù)、高(gāo)導熱(rè)和低熱脹的金剛石刀具等,所適合加工的工件材料(liào)有所不同。加工導熱性差的(de)工件時,應采用導熱較好的刀具(jù)材料,以使切削熱得以迅速傳出而(ér)降低切削溫度。金剛石(shí)由於導熱係數及熱擴散率高,切削熱容易散出,不會(huì)產生很(hěn)大(dà)的熱變形,這對(duì)尺寸精度要求很高的精密加工刀具來(lái)說尤為重要。
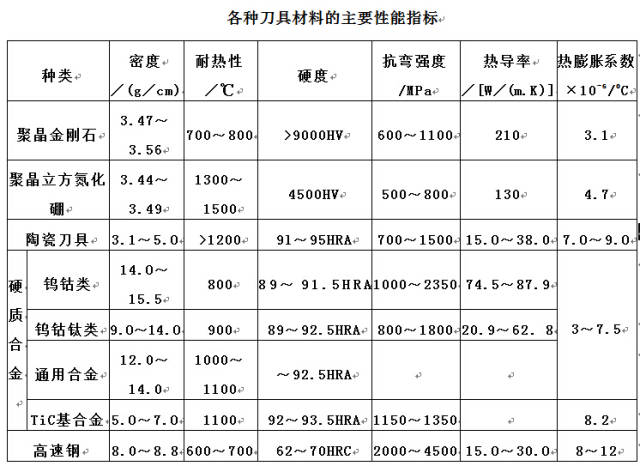
① 各種刀具材料的耐熱(rè)溫度:金剛石(shí)刀具為700~800℃;PCBN刀具為(wéi)1300~1500℃;陶瓷刀具為1100~1200℃;TiC(N)基硬質合金(jīn)為900~1100℃;WC基超細晶粒硬質合金(jīn)為800~900℃;HSS為600~700℃。
② 各種刀具材料的導熱係數順(shùn)序:PCD>PCBN>WC基(jī)硬質合金>TiC(N)基硬質合金>HSS>Si3N4基(jī)陶瓷>A1203基陶瓷。
③ 各種刀具材料的熱脹係數大小順(shùn)序為:HSS>WC基(jī)硬質合金>TiC(N)> A1203基陶瓷>PCBN>Si3N4基陶(táo)瓷(cí)>PCD。
④ 各種刀具材料的(de)抗熱震性大小順序為:HSS>WC基硬質合金>Si3N4基陶瓷>PCBN>PCD>TiC(N)基硬質合金>A1203基陶瓷。
切削刀具材料與加工對象的化學(xué)性能匹配問題主要是指刀具材料與工件材料化學親和性、化學(xué)反應、擴散和溶解等化學性能參數要相匹配。材料不同的刀(dāo)具所(suǒ)適合加工的工(gōng)件材料有所不同。
① 各種刀具(jù)材(cái)料抗粘接溫度高低(與鋼):PCBN>陶瓷>硬質合金>HSS。
② 各種刀具材料抗氧化溫(wēn)度高低:陶瓷>PCBN>硬質(zhì)合(hé)金>金剛石>HSS。
③種刀具材(cái)料(liào)的擴散強度大小:對鋼鐵,金剛石>Si3N4基(jī)陶瓷>PCBN>A1203基陶瓷;對鈦,A1203基(jī)陶瓷>PCBN>SiC>Si3N4>金剛石。
硬度和耐磨性(xìng)
刀具材(cái)料的硬度必須高於工件材料(liào)的硬度,一(yī)般要求在60HRC以上。一般情(qíng)況下,刀具材料的硬度越(yuè)高,耐磨(mó)性就越好。
強度和韌性
刀具切(qiē)削部分要承受很(hěn)大的切削(xuē)力和衝擊力,因此,刀(dāo)具材料應具備較(jiào)高(gāo)的強(qiáng)度和韌性,以便承受切削力、衝擊和振(zhèn)動,防止刀具脆性斷裂和崩刃。
耐熱性和導熱性
在高溫下刀具仍能保持(chí)其硬度和強(qiáng)度,耐熱性越好(hǎo),刀具在高溫時抗塑性變形的能(néng)力、抗磨損的能力也(yě)越強;導熱性越好,切削時產生的熱量越容易傳導出去,從而降低切削部分的溫度,減輕刀具磨損。
可(kě)加工性和經濟性
為便於製造,刀具材料應具有良好的可加工性,包括熱加工性能、機械加工性(xìng)能,磨削加工性能等,從(cóng)而追求(qiú)高(gāo)的性價比。
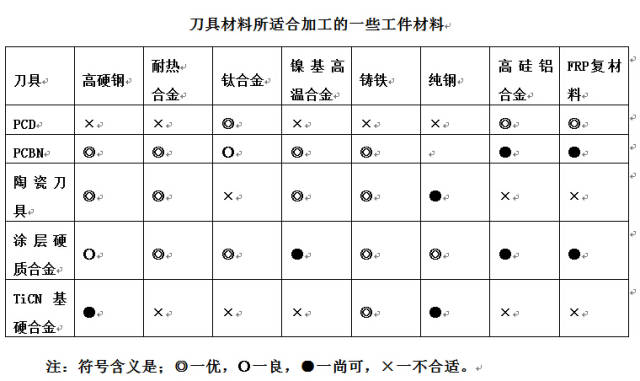
一般而言(yán),PCBN、陶瓷刀具、塗層硬質合金及TiCN基硬質合金刀具(jù)適合於鋼鐵(tiě)等黑色金屬的數控加工;而PCD刀具適合於對Al、Mg、Cu等有色金屬材料及其合金和非(fēi)金(jīn)屬材料的加工。下列出了上述刀具材料所適合加工的一些工件材料。
 中文
中文  English
English